
The management of a textile manufacturing plant, whether focused on weaving, dyeing, printing, or textile finishing, presents physical and operational complexities that traditional software systems are not designed to solve. While a generic ERP excels in financial accounting, human resource management, and static inventory control, the textile production plant demands absolute synchronization with dynamic variables, chemical recipes, and automated machinery.
The disconnection between administrative management tools and the factory's operational reality translates directly into costly reprocessing, material losses, and inaccurate cost control. A detailed analysis of both solutions reveals why technical specialization is the only way to ensure competitiveness in the Industry 4.0 environment.
Critical limitations of a generic ERP in the industrial textile plant
Most generic ERPs on the market structure their production logic based on rigid bills of materials (BOM) and discrete assemblies. In the textile sector, processes are continuous, chemical, and variable.
The insurmountable challenge of dual inventory (Kilos vs. Meters)
In weaving and dyeing, stock cannot be measured with a single unit of measure. A fabric lot may enter the finishing ramp measured in meters, but dyes, auxiliary products, and raw yarn are purchased and managed in kilograms.
Traditional software requires patches or manual conversions that ignore factors such as moisture absorption or fabric elasticity. This generates serious discrepancies between theoretical warehouse stock and actual plant stock, leading to mechanical stoppages due to raw material shortages or unplanned inventory excesses.
Blind management of chemical recipes and color formulas
In the dyeing and printing phases, the manufacturing order is not a simple fixed recipe. It depends on the exact weight of the textile substrate, fiber affinity, and water conditions. A generic ERP is incapable of automatically recalculating the proportions of dyes and chemicals based on the actual weight variations of the batch loaded into the autoclave. Consequently, operators must perform manual calculations in external spreadsheets, exponentially increasing the risk of human error.
Absolute disconnection with machinery and plant controllers
A standard ERP finishes its work by issuing a paper document with production order instructions. It does not communicate with temperature controllers, flow meters, or dyeing machine valves. Lacking this integration, plant management loses real-time visibility of cycle status, energy consumption (steam, water, electricity), and industrial asset downtime.

Operational advantages of a specialized ERP integrated with MES systems
The ideal solution for the textile industry is not to adapt a generalist software through costly custom developments, but to implement a native architecture designed for the sector. Specialized platforms connect resource management with plant execution in a single digital data flow.
Native synchronization between ERP and industrial MES systems
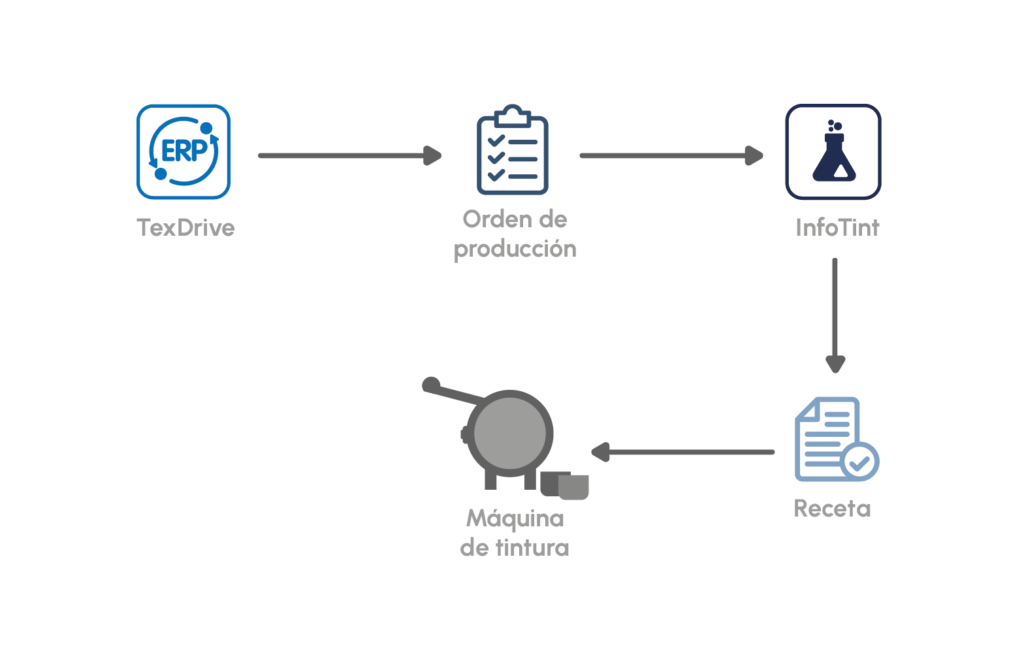
The true transformation occurs when the textile ERP coexists and communicates bidirectionally with a MES (Manufacturing Execution System). A prominent example is the integration of TexDrive, the advanced textile ERP, with InfoTint, the dyeing management MES system.
This union allows manufacturing orders created in the offices to pass directly to the operators' screens and machine controllers, without the need to transcribe data or print papers.
- Automated visual planning: Optimization of dyeing sequences by color families (light to dark) to minimize machine cleaning and save water.
- Real-time monitoring: Automatic capture of overall equipment effectiveness (OEE), detecting micro-stoppages before they affect delivery times.
- Process centralization: Exhaustive control of temperature curves, fixation times, and autoclave pressures directly indexed to the manufacturing order.
Real cost control per production batch
In textile manufacturing, the estimated cost rarely matches the actual cost due to fluctuations in input consumption. A specialized ERP calculates manufacturing costs with absolute granularity. By recording the exact consumption of liters of water, kilowatt-hours of energy, kilograms of steam, and gram-by-gram quantities of chemicals absorbed in each batch, the system provides a real profit margin per customer and per item, allowing for immediate correction of deviations in commercial rates.
Comparative analysis: Generic solution vs. specialized software
The following table summarizes the differences in key control points that determine the efficiency and profitability of a textile plant:
| Operational Attribute | Generic Commercial ERP | Specialized ERP (TexDrive + InfoTint) |
| Inventory Control | Single unit of measure. Ignores waste from shrinkage and humidity variations. | Native dual unit of measure (m / kg). Automatic adjustment based on fiber yield. |
| Formula Management | Static. Requires external modules to manage densities and chemical combinations. | Dynamic and parametric. Recalculates recipes based on actual batch weight and liquor ratio. |
| Plant Connection (PLC) | Non-existent. Requires third-party middlewares with high technical maintenance costs. | Direct factory connectivity with controllers from major textile brands. |
| Cost Calculation | Based on standard estimates and global purchases of analytical accounting. | Real-time costing per batch, summing up water, energy, and dye consumption. |
| Quality Traceability | Limited to the raw material batch at the warehouse entrance dock. | 360° Traceability. From raw yarn to the final dyeing temperature graph. |
The financial impact of specialization: Automatic dosing and waste reduction
One of the biggest money drains in finishing and dyeing plants is the manual preparation of chemicals and dyes. When an operator weighs dyes manually, small deviations are inevitable. These inaccuracies alter the color shade, forcing costly fabric reprocessing (color additions or stripping) that multiply the use of energy, water, and machine time.
When implementing a specialized textile ERP connected to dye automatic dosing systems TecnoDos, the digitized recipe is sent directly to the automated color kitchen. The system weighs and pumps the exact chemicals to the corresponding machine without manual intervention.
This level of industrial automation does not seek to achieve utopian claims, but rather rigorous quality control and systematic waste reduction, drastically increasing the RFT (Right First Time)<> rate or first-time-right yield. By preventing fabrics from going through the dyeing process twice, the physical integrity of the textile fiber is protected, and the plant's installed capacity is optimized.
Strategic criteria for selecting the ideal management software
For operations directors and managers of textile companies evaluating the technological leap towards digitalization, the choice must be based on a technical feasibility checklist:
- Does the system understand the concept of a "batch" or "textile lot"? It must be able to track the complete history of a fabric from raw weaving, through the dyeing lot, to the final shipped meterage.
- Is it modular and scalable? Implementation should not be traumatic. It should allow activating the warehouse and production management core first, then connecting the machinery automation and color laboratory modules.
- Does the vendor understand the industry's language? Working with technology consultants who understand what a weave, a liquor ratio, a disperse dye, or a water-repellent finish is drastically reduces implementation times and avoids software design flaws.
Frequently Asked Questions (FAQ)
Does a textile ERP completely replace the company's current accounting software?
Not necessarily abruptly. Specialized solutions like TexDrive can work integrated with the financial or administrative software that the company's accounting department already uses, acting as the specialist engine that governs the production plant, technical warehouses, and industrial logistics in a coordinated manner.
What type of machinery is compatible with the integration of a textile MES system?
Advanced MES systems are designed to be brand-agnostic. They connect using standard industrial protocols to autoclave controllers, continuous washers, finishing ranges, and printing machines, digitizing both modern machinery and older assets by installing auxiliary PLCs.
How long does it take to achieve a return on investment in specialized ERP?
Financial analyses in dyeing and finishing plants show that the return on investment (ROI) is typically achieved between 12 and 18 months after full implementation. This is achieved through direct reduction in chemical dye consumption, savings in water and energy, and decreased unplanned downtime.
Don't limit your production capacity
Managing an industrial textile plant with generic software parameters limits growth capacity, hides real manufacturing costs, and increases the error rate in production batches. Specialization through Industry 4.0 technology is not a technological luxury; it is the necessary strategy to secure the company's profit margins.
At EAS, we develop software and automation solutions designed exclusively by and for the textile industry, transforming traditional production plants into high-performance smart factories.
Optimize your manufacturing processes today:
- Request a personalized demo of TexDrive and InfoTint to see the system in action.
- Contact a textile automation specialist to analyze your production plant's needs.
- Request detailed information without obligation about our cost control and automatic color kitchen modules.
